Температура (Temp Tower)
Temp Tower печатает башню, каждый ярус — со своей температурой хотенда. По стрингу, верхним поверхностям и нависаниям выбираем оптимум для конкретного материала. Калькулятор генерирует .gcode под ваш диапазон, шаг и принтер — слайсер не нужен.
Цель:
Подобрать идеальную температуру печати хотэнда для заданного филамента.
Когда требуется:
Первичная калибровка, при любой замене хотэнда, при переходе на новый тип/бренд филамента.
Инструменты:
Генератор G-code на этой странице.
В этой калибровке нас интересует только температура хотэнда, а не стола. Температуру стола нужно подбирать под конкретный филамент, и после нахождения подходящего значения вы, как правило, будете его придерживаться.
Вместо этого здесь мы настраиваем температуру, при которой выдавливается филамент. Универсальной температуры для конкретного филамента не существует. Различия в нагревательных блоках и расположении термистора это определяют.
Правило большого пальца и важное замечание:
Более высокая температура сопла должна давать более прочные детали, особенно межслойное сцепление. Поверхность детали может быть глянцевее. Филамент будет мягче, поэтому вытекание и стринги могут увеличиться, а часть детализации поверхности — теряться, особенно на нависаниях. Слишком высокая температура хотэнда может повредить части сборки, например внутреннюю PTFE-трубку.
Более низкая температура сопла должна давать менее прочные детали, особенно межслойное сцепление. Поверхность детали может быть более матовой. Филамент будет жёстче, поэтому вытекание и стринги могут уменьшиться, с хорошей детализацией поверхности, особенно на нависаниях. Слишком низкая температура хотэнда может привести к его засору.
Настройка температуры и настройка ретракта связаны между собой. Их можно выполнять в любом порядке, и может потребоваться несколько раз вернуться к каждому, чтобы достичь идеального результата.
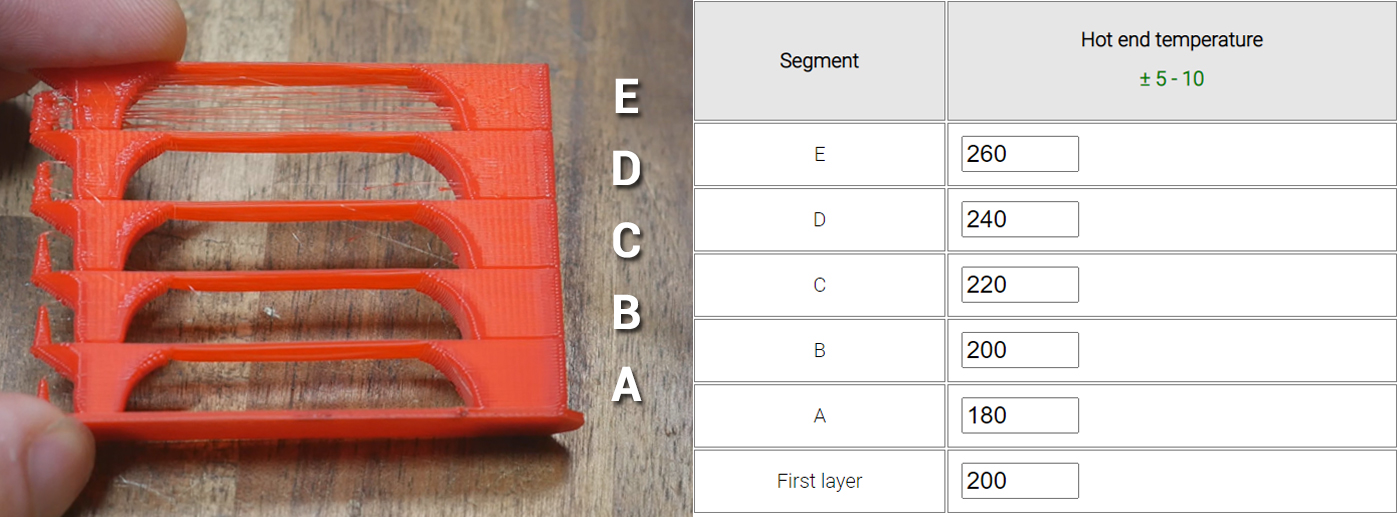
Следующая форма создаёт температурную башню, чтобы удобно тестировать параметры подряд в одной печати. Есть пять сегментов для изменения температуры. Как правило, самые низкие температуры идут в начале печати (сегмент A) и увеличиваются до максимума к верху печати (сегмент E).
В прошивке вашего 3D-принтера есть минимальная температура хотэнда, при которой разрешена экструзия, и максимальная температура для безопасности. Соблюдайте эти границы, чтобы избежать ошибок.
Вот STL-файл, если вы хотите сами нарезать аналогичный тест: temperaturetowerv2.stl. Это обновлённая модель: печатается быстрее, имеет больше разнообразия нависаний и узкую пирамидку в каждой полосе, которую можно попытаться отломить, чтобы проверить межслойное сцепление.
Оригинальный дизайн можно найти здесь: temperaturetower.stl
Генератор температурной башни
Интерпретация результатов:
Используйте следующее видео как руководство по этому тесту:
Осмотрите готовую печать. В идеале между сегментами будет чёткая разница, отражающая введённые температуры. В примере ниже (Ender 3 с прямой подачей, PLA, включённый linear advance) температура хотэнда варьировалась от 180 до 260 с шагом 20 deg C.
Как и ожидалось, поверхность становится более глянцевой при повышении температуры. Неожиданным оказалось то, что волнистость поверхности становится заметнее с ростом температуры. Нависания и мостики выглядят хорошо во всех сегментах, однако маленькие пики не удалось точно напечатать при высоких температурах, так как система обдува детали не справлялась. Самый «холодный» пик в сегменте A оказался очень хрупким, пик в сегменте C — самым прочным, а верхние пики слишком деформированы для точной проверки.
Моя предыдущая температура хотэнда для этого принтера была 200 градусов, но после этого теста я подумаю о её повышении до 210 градусов, чтобы получить дополнительную межслойную прочность без проблем с обдувом детали.
Частые вопросы
С какого диапазона температур начинать тест для PLA?
Какой шаг температуры выбрать между сегментами башни?
Как выбрать оптимальный сегмент после печати башни?
Почему все сегменты температурной башни выглядят почти одинаково?
Нужно ли перекалибровать температуру при смене катушки того же филамента?
Связана ли температура хотэнда с настройкой ретракта?
Частые вопросы
Что показывает Temp Tower?
Башню, где каждый ярус печатается со своей температурой хотенда — видно стринг, качество верхних поверхностей и нависаний.
Какой диапазон температур выбрать?
Возьмите рекомендованный диапазон материала и расширьте на ±10–15 °C с шагом 5 °C (например 190–230 °C для PLA).
Зачем temp tower, если у филамента есть рекомендованная температура?
Рекомендация усреднённая. Реальный оптимум зависит от вашего хотенда, термистора и обдува.
Раздел основан на Teaching Tech 3D Printer Calibration, автор Michael Laws (Teaching Tech), под CC-BY-SA-4.0. Все расчёты выполняются у вас в браузере.