Ретракт (Retraction Tower)
Retract Tower — два столбика с travel-переходами между ярусами. Постепенно увеличиваем длину или скорость ретракта, пока нити между столбиками не исчезнут. Минимальный ретракт без стринга — это и есть оптимум: меньше нагрузка на пруток, меньше шанс жвачки в hotend.
Цель:
Подобрать правильные параметры ретракта при 3D-печати, включая длину ретракта, скорость, дополнительную длину возврата, скорость прайма и Z-hop.
Когда требуется:
Первичная калибровка, при любой замене хотэнда или экструдера, при переходе на новый тип/бренд филамента.
Инструменты:
Генератор G-code на этой странице.
FDM-печать работает за счёт расплавления пластикового филамента и его точной экструзии слой за слоем для формирования 3D-геометрии. По своей природе пластик продолжает вытекать и капать из сопла даже тогда, когда его не проталкивает экструдер. Чтобы бороться с этим, слайсеры используют ретракт — филамент втягивается обратно из хотэнда, сбрасывая давление и уменьшая вытекание. При правильной настройке это убирает стринги — нежелательные тонкие нити пластика между двумя точками модели.
Пример тонких стрингов виден на следующем изображении. Они выглядят как паутина:

Важное замечание:
Настройка температуры и настройка ретракта связаны между собой. Их можно выполнять в любом порядке, и может потребоваться несколько раз вернуться к каждому, чтобы достичь идеального результата. Более высокая температура сопла усиливает вытекание и стринги, а более низкая — уменьшает их.
Помимо температуры хотэнда, мы будем настраивать пять параметров, связанных с ретрактом. В таблице приведено описание каждого, а также путь к настройке в самых популярных слайсерах. Самый важный параметр — длина ретракта.
| Параметр ретракта | список поддерживаемых слайсеров | ||||
|---|---|---|---|---|---|
| Длина ретракта: длина, на которую филамент втягивается от сопла, в mm. | Travel > Retraction distance | Extruder > Retraction distance | Printer settings > Extruder 1 > Retraction > Length | Printer settings > Extruder 1 > Retraction > Length | Template > Extruder > Retraction > Retraction Material Amount |
| Скорость ретракта: скорость, с которой филамент втягивается, в mm/sec. | Travel > Retraction speed | Extruder > Retraction speed | Printer settings > Extruder 1 > Retraction > Retraction Speed | Printer settings > Extruder 1 > Retraction > Retraction Speed | Template > Extruder > Retraction > Retraction Speed |
| Дополнительная длина возврата: длина ретракта возвращается обратно после завершения холостого перемещения (без экструзии). Обычно она равна нулю, но можно выдавить дополнительный филамент (положительное значение) или меньше, чем было втянуто (отрицательное значение). Также измеряется в mm. | Travel > Retraction extra prime amount | Extruder > Extra restart distance | Printer settings > Extruder 1 > Retraction > Extra length on restart | Printer settings > Extruder 1 > Retraction > Extra length on restart | Template > Extruder > Retraction > Extra Restart Amount |
| Скорость прайма (возврата): скорость, с которой филамент снова подаётся в сопло, в mm/sec. | Travel > Retraction prime speed | Не поддерживается. Simplify3D использует скорость ретракта в качестве скорости прайма. | Printer settings > Extruder 1 > Retraction > Deretraction speed | Printer settings > Extruder 1 > Retraction > Deretraction speed | Template > Extruder > Retraction > Restart Speed |
| Z hop: величина вертикального подъёма сопла в mm во время холостого перемещения (без экструзии). После такого перемещения значение Z восстанавливается, прежде чем филамент снова подаётся для печати. | Travel > Z hop when retracted | Extruder > Retraction vertical lift | Printer settings > Extruder 1 > Retraction > Lift z | Printer settings > Extruder 1 > Retraction > Lift z | Template > Extruder > Retraction > Z Hop at Retraction |
Генератор калибровочной башни ретракта
Следующая форма создаёт башню ретракта, чтобы удобно тестировать параметры подряд в одной печати. Из трёх доступных параметров лучше менять только один за тестовую печать. Например, оставляйте скорость ретракта и дополнительную длину возврата неизменными, но меняйте длину ретракта в каждом сегменте. Изменение более одного параметра одновременно затрудняет понимание, что именно повлияло на результат. Печать быстрая, поэтому повторите тест, варьируя другие параметры, пока не будете довольны всеми.
Вот STL-файл, если вы хотите сами нарезать аналогичный тест: retractiontestv2.stl. Файл обновлён до V2: внешняя форма изменена с круглой на пятиугольную, и печатается немного быстрее. Оригинальный файл также доступен здесь: retractiontest.stl
Интерпретация результатов:
Используйте следующее видео как руководство по этому тесту:
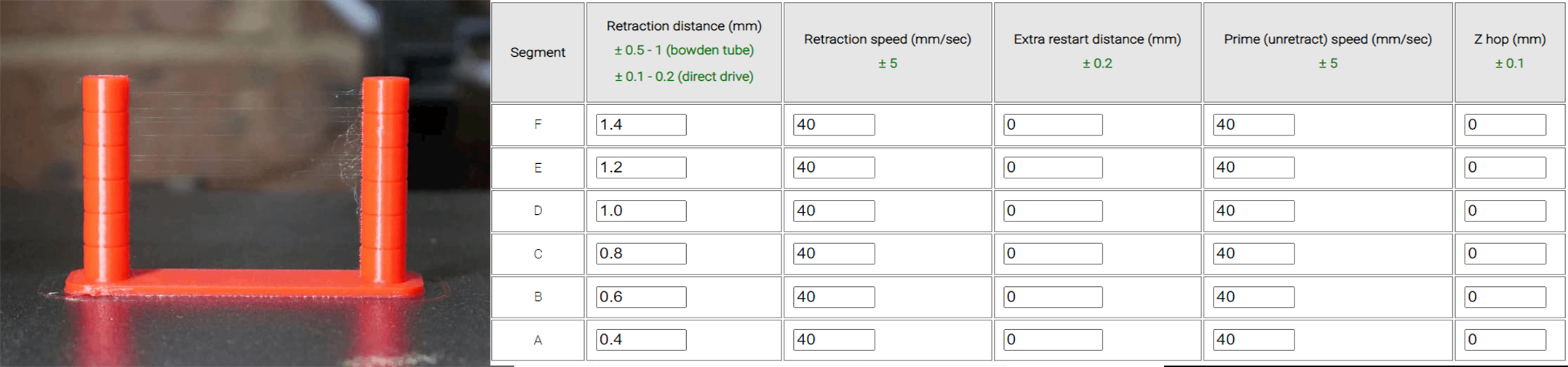
Осмотрите готовую печать. В идеале между сегментами будет чёткая разница, отражающая введённые вами значения. В примере ниже (Ender 3 с прямой подачей, PLA, включённый linear advance) длина ретракта варьировалась от 0.4 до 1.4 mm с шагом 0.2 mm. Сегменты A и B имеют меньше всего стрингов. Исходя из этого, я бы предположил, что длина ретракта 0.4–0.6 оптимальна для этого принтера. Это согласуется с тем, что linear advance включён.
Затем я бы повторил тест, задав одинаковую длину ретракта для каждого сегмента и варьируя скорость ретракта, чтобы подобрать её. Третий тест мог бы проверить дополнительную длину возврата, четвёртый — Z hop и т.д.
Если вы хотите настраивать дополнительные параметры теста ретракта, Prahjister сделал отличный инструмент: Retraction Calibration Tool. Он сложнее, так как требует больше параметров, но в итоге более мощный. Внимание! Это внешний сайт, и я не могу его контролировать. Часть пользователей сообщали об успехе, другие — о проблемах со сгенерированным G-code. Как и с G-code, созданным этим сайтом, следите за принтером во время печати и будьте готовы отключить питание при необходимости.
Не получается перенести результаты теста в свой слайсер! Другие факторы вне рамок этого теста — Важно!
После того как вы нашли комбинацию параметров, которая хорошо работает на вашей машине, идея в том, чтобы перенести их в свой профиль слайсера. Если результат не воспроизводится, пройдитесь по следующему списку:
- Slow down if layer time is below (PrusaSlicer) / Speed Overrides (Simplify3D) / Minimum layer time (Cura): большинство слайсеров имеют настройку, которая определяет, если слой завершится быстрее заданного порога. В этом случае все движения для этого слоя замедляются, включая связанные с ретрактом, чтобы увеличить время печати слоя до целевого. В G-code, генерируемом на этой странице, эта настройка ВЫКЛЮЧЕНА. Если результаты различаются, попробуйте отключить её и в своём слайсере.
- Скорость Z hop: если вы используете Z hop, вертикальная скорость для движений Z в этих тестах установлена в 20 mm/sec. Желательно соответствовать этому в своём слайсере, если эти тесты выглядят лучше, чем результаты вашего слайсера.
- Ускорение ретракта: оно влияет на то, может ли реально быть достигнута заданная скорость ретракта. Генератор G-code ниже не вносит изменений в то, что установлено в принтере. Вы можете изменить это через M204 с аргументом R.
- Настройки слайсера, такие как coast и wipe: coast останавливает экструзию чуть раньше, чтобы помочь ретракту. Это фактически даёт хотэнду «работать всухую» в конце печатного движения, уменьшая вытекание. Эта настройка отличается от слайсера к слайсеру, и её не всегда нужно настраивать.
Wipe перемещает сопло обратно к свеженапечатанной геометрии, чтобы стереть вытекший пластик. Если вам трудно избавиться от стрингов, это может быть хорошим вариантом.
И coast, и wipe отключены в генераторе G-code ниже. - Максимальная скорость подачи экструдера: ваша прошивка может иметь жёсткий лимит на движения экструдера, который ниже значений скорости ретракта, которые вы пытаетесь использовать в форме выше. Может потребоваться использовать M203, чтобы поднять лимит скорости подачи экструдера и попробовать более высокие значения скорости ретракта. Возможно, потребуется сохранить это через M500, если хотите, чтобы изменения были постоянными.
- Скорость холостого перемещения: холостое перемещение — это движение принтера в новую точку без экструзии. Чем медленнее это движение, тем больше времени у филамента вытекать из сопла, добавляя стрингов. По умолчанию скорость в генераторе G-code установлена в 100mm/sec и увеличивается или уменьшается в зависимости от введённой пользователем скорости. Желательно соответствовать этому в своём слайсере, если эти тесты выглядят лучше, чем результаты вашего слайсера.
- Ускорение холостого перемещения: этот тест не меняет ускорение холостого перемещения, но увеличение его значения может помочь уменьшить стринги. Изменить ускорение холостого перемещения можно через M204 с аргументом T.
- Linear advance: linear advance, рассматриваемый далее в этом руководстве, может значительно улучшить точность экструзии. Он существенно влияет на ретракт (уменьшая потребность в нём), поэтому после настройки linear advance может потребоваться вернуться к настройке ретракта.
- Различия слайсеров: G-code, генерируемый ниже, изначально нарезался в Simplify3D. Найденные настройки должны довольно хорошо переноситься в ваш слайсер, но возможны особенности. Например, Cura измеряет дополнительную длину возврата в объёме, а не в длине.
Частые вопросы
С чего начать настройку ретракта?
Какая длина ретракта оптимальна для Direct Drive и Bowden?
Стоит ли включать Z hop?
Почему стринги исчезли в тесте, но остались в реальной печати?
Можно ли использовать одни настройки ретракта для PETG, ABS и TPU?
Что делать, если стринги не уходят даже на максимальном ретракте?
Частые вопросы
Что калибрует Retraction Tower?
Длину и скорость отката филамента, минимально достаточные, чтобы убрать стринги (паутину) между деталями.
Какой ретракт для Bowden и Direct Drive?
Direct Drive — обычно 0.5–2 мм, Bowden — 4–7 мм. Точное значение находит башня, начиная с меньшего.
Слишком большой ретракт — это плохо?
Да: жвачка и забивание в зоне heat-break, щелчки экструдера и пропуски. Берите минимальный ретракт без стринга.
Раздел основан на Teaching Tech 3D Printer Calibration, автор Michael Laws (Teaching Tech), под CC-BY-SA-4.0. Все расчёты выполняются у вас в браузере.