Первый слой
Первый слой решает 80% всех проблем с адгезией. Тест печатает одиночный контур по всему столу — пока он идёт, крутим Babystep Z, пока линия не станет слегка приплюснутой и без зазоров. Готовый .gcode генерируется под ваш принтер, сопло и слайсер.
Цель:
Убедиться, что стол принтера выровнен и находится на правильном расстоянии от сопла. При использовании ABL — проверить, работает ли компенсация и корректно ли задан Z-offset. Это обеспечит правильное «приплющивание» первого слоя, хорошую адгезию и значительно повысит шансы на успешную печать.
Когда требуется:
Первоначальная настройка принтера, регулярное обслуживание, ухудшение качества первого слоя, любое время после разборки или замены рамы или механических компонентов, замена поверхности стола или сопла, смена филамента со значительно отличающимися температурами стола/хотэнда. Существует множество факторов, которые могут сбить выравнивание стола, но при аккуратной эксплуатации принтера без аппаратных изменений он сохраняет настройки в течение продолжительного времени.
Инструменты:
Генератор G-code на этой странице. Обычный лист офисной бумаги.
Общие принципы
Получение хорошего первого слоя — важнейшая часть успешной 3D-печати и, пожалуй, главная причина неудачных печатей у новых пользователей.
Во-первых, стол должен быть параллелен плоскости, по которой движется сопло при перемещении по X и Y. Это достигается перемещением углов стола вверх и вниз относительно друг друга. При ручном выравнивании стола это делается вращением регулировочных винтов в каждом углу.
Во-вторых, вертикальное расстояние между столом и соплом должно быть правильным, чтобы первый слой печатался корректно. В ручной системе это достигается одновременным вращением регулировочных винтов для подъёма или опускания всех углов на одинаковую величину.
Если это расстояние слишком велико, филамент не будет достаточно приплющиваться к столу, возможно даже печатая в воздухе, и печать оторвётся от стола и провалится.
Если сопло слишком близко, у выдавленного филамента не будет достаточно места, чтобы принять правильную форму, и его будет выдавливать в стороны. В лёгких случаях выдавленная линия будет шире необходимого и появится elephant's foot (слоновья нога). Такие печати может быть сложно снять со стола.
В крайних случаях филаменту вообще не будет куда выходить из сопла, что в лучшем случае приведёт к проскальзыванию шагового двигателя экструдера, а в худшем — к заклиниванию экструдера/хотэнда.
Содержимое этой страницы подробно показано в следующем видео:
Процедура ручного выравнивания
Существует множество техник, но распространённая такая: перемещать сопло по углам стола, вращая регулировочные винты, пока стандартный лист офисной бумаги едва проходит между столом и соплом. Можно использовать щуп 0.1mm, но убедитесь, что на нём нет масла, которое может загрязнить поверхность стола. Обычно эта процедура выполняется при столе, прогретом до температуры печати (обязательно), и соплом, близким к температуре печати — достаточно прохладным, чтобы филамент не вытекал (опционально).
Часто после этого выполняют калибровочную печать первого слоя и «вживую» выравнивают стол, продолжая регулировать винты прямо в процессе печати.
Этот процесс подробно показан в видео выше, а внизу страницы есть генератор G-code для создания подходящей тестовой печати.
Автоматическое выравнивание стола и Z-offset
Автоматическое выравнивание стола (ABL) в определённой мере автоматизирует процедуру. Датчик, такой как BLtouch, EZABL, тензодатчик или пьезоэлектрический преобразователь, используется для зондирования стола по сетке. В каждой точке он измеряет вертикальную высоту, формируя массив сохранённых значений, называемый сеткой (mesh). Ручное выравнивание стола по сетке также может зондировать такую сетку, но это всё ещё ручной процесс и поэтому не считается «автоматическим». Вот визуальное представление полученной сетки, показанное с помощью плагина Bed level visualizer для Octoprint:
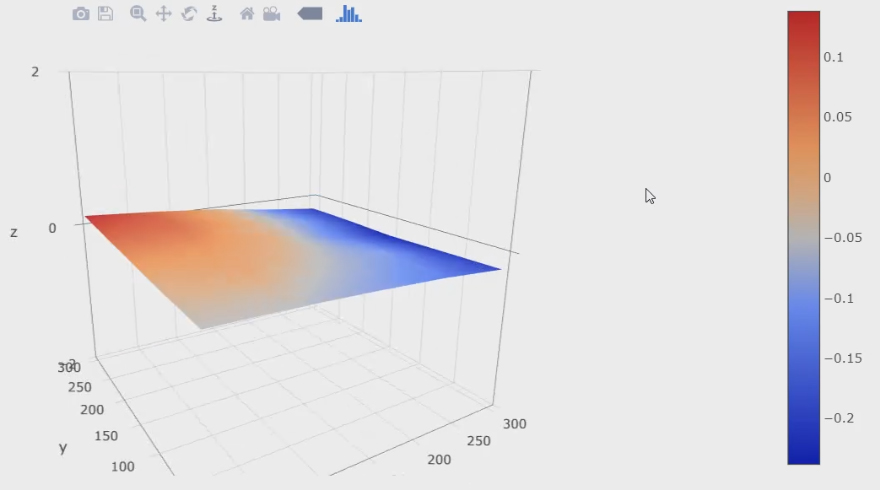
Во время печати прошивка обращается к сетке и компенсирует наклонённый и/или искривлённый стол, поднимая и опуская сопло движением по оси Z. Это означает, что сопло может двигаться вверх-вниз, повторяя контуры стола, обеспечивая хороший первый слой.
Если стол принтера идеально плоский, можно обоснованно утверждать, что ABL не нужен. Некоторые пользователи всё же предпочитают его ради дополнительного удобства. В случае искривлённого стола (что очень распространено) получить хороший первый слой без ABL или ручного выравнивания по сетке может быть невозможно. Пример такой ситуации показан в видео выше.
Стоит отметить, что компенсировать искривлённый стол можно и другими способами, например подкладывая под низкие участки тонкий и гибкий материал. Также можно использовать стекло/зеркало сверху — они обычно достаточно плоские. Недостаток в том, что потребуется больше времени для прогрева до температуры печати, а также возрастает нагрузка на шаговый двигатель оси Y (на принтерах типа i3/«bed slinger»), что может потребовать снижения скорости печати/ускорения.
Стол можно зондировать в начале печати командой G29, а полученную сетку сразу же использовать для компенсации при печати начальных слоёв. Альтернативно, стол можно зондировать в другое время (когда не идёт печать), сохранить сетку в EEPROM и затем восстановить её командой M420 S1 в начале печати. В этом случае печать начнётся быстрее, поскольку не нужно ждать зондирования новой сетки, хотя точность может быть ниже, если что-то изменилось со времени зондирования. Любая из этих команд G-code должна идти после команды парковки G28 в стартовом G-code.
Хотя ABL может компенсировать кривой/невыровненный стол, всё же лучше сначала попытаться выровнять его вручную и привести всё в приемлемое состояние.
Зондирование стола и построение сетки учитывает только неровный или искривлённый стол. Как и при ручном выравнивании, нам всё равно нужно задать расстояние между соплом и столом для хорошего первого слоя. Тут и приходит Z-offset, который представляет собой просто вертикальное расстояние между точкой срабатывания датчика и кончиком сопла. Вот несколько примеров:
- Датчик BLtouch/EZABL/Pinda — сопло находится в воздухе, когда эти датчики срабатывают, что требует отрицательного Z-offset.
- Ручное выравнивание по сетке — сопло и стол очень близко при ручном зондировании, требуется Z-offset, близкий к нулю.
- Тензодатчик в стиле CR-6 — сопло касается стола и прогибается вверх, чтобы сработал датчик. Это значит, что точка срабатывания фактически выше кончика сопла, и требуется положительный Z-offset.
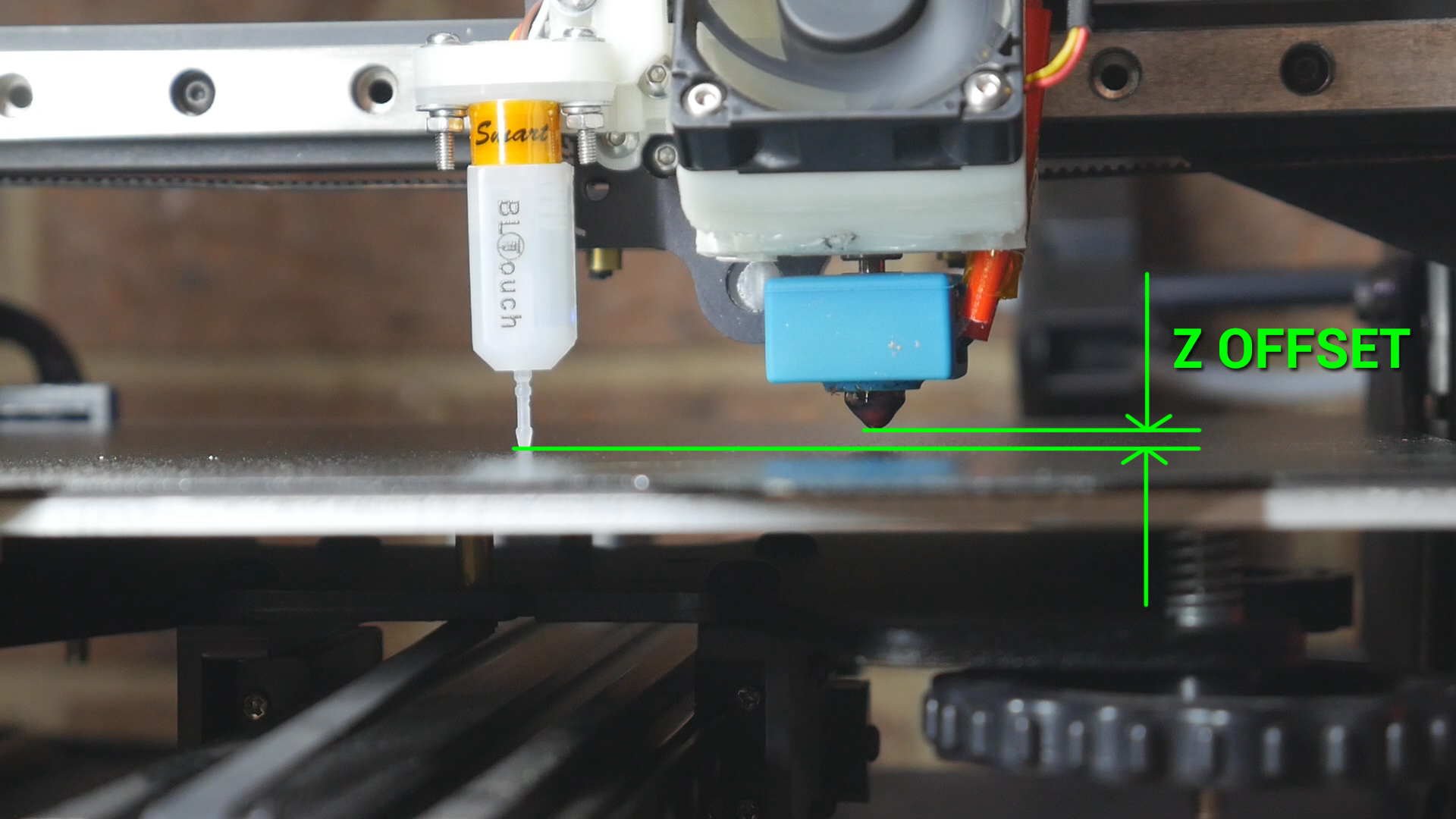
На следующем изображении показан Z-offset для BLtouch. Хорошо видно вертикальное различие между точкой зондирования (кончик BLtouch) и кончиком сопла.
Если в Marlin включён BABYSTEP_ZPROBE_OFFSET, задать Z-offset можно прямо при печати первого слоя. Не забудьте после этого сохранить в EEPROM. В новых версиях Marlin также есть мастер настройки Z-offset, который можно включить при компиляции. У меня есть отдельное видео на эту тему:
Ещё одно преимущество некоторых систем ABL в том, что после установки Z-offset вы можете менять поверхности печати различной толщины без каких-либо изменений для успешного первого слоя. Если датчик срабатывает одинаково на поверхности стола, Z-offset применяется к этой точке срабатывания, и высота первого слоя должна остаться той же. На столе с ручным выравниванием пришлось бы синхронно вращать четыре угловых винта, чтобы поднять или опустить стол с учётом толщины новой поверхности печати.
Генератор G-code для первого слоя
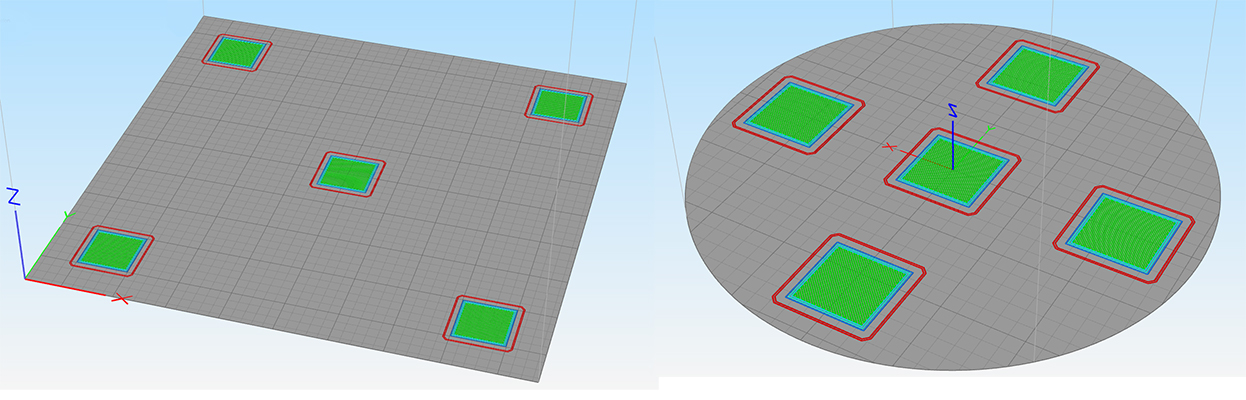
Следующая форма создаст серию из пяти квадратов, которые можно использовать для «живого» выравнивания стола или установки Z-offset. Печатается быстро: один квадрат в центре стола и четыре по углам. По ним можно вращать регулировочные винты в каждом углу до получения равномерного результата или убедиться, что ваша система ABL работает корректно, если она установлена.
Этот тест намеренно размещён перед остальными, поскольку предполагается, что первый слой должен быть приемлемым для успешного прохождения последующих тестов. Однако в некоторых случаях, если ваш поток, ретракт и т.п. сильно расстроены, это может помешать нормальной адгезии первого слоя, и вы можете захотеть сначала пройти другие тесты.
Интерпретация результатов:
Используйте следующее видео в качестве руководства по этому тесту:
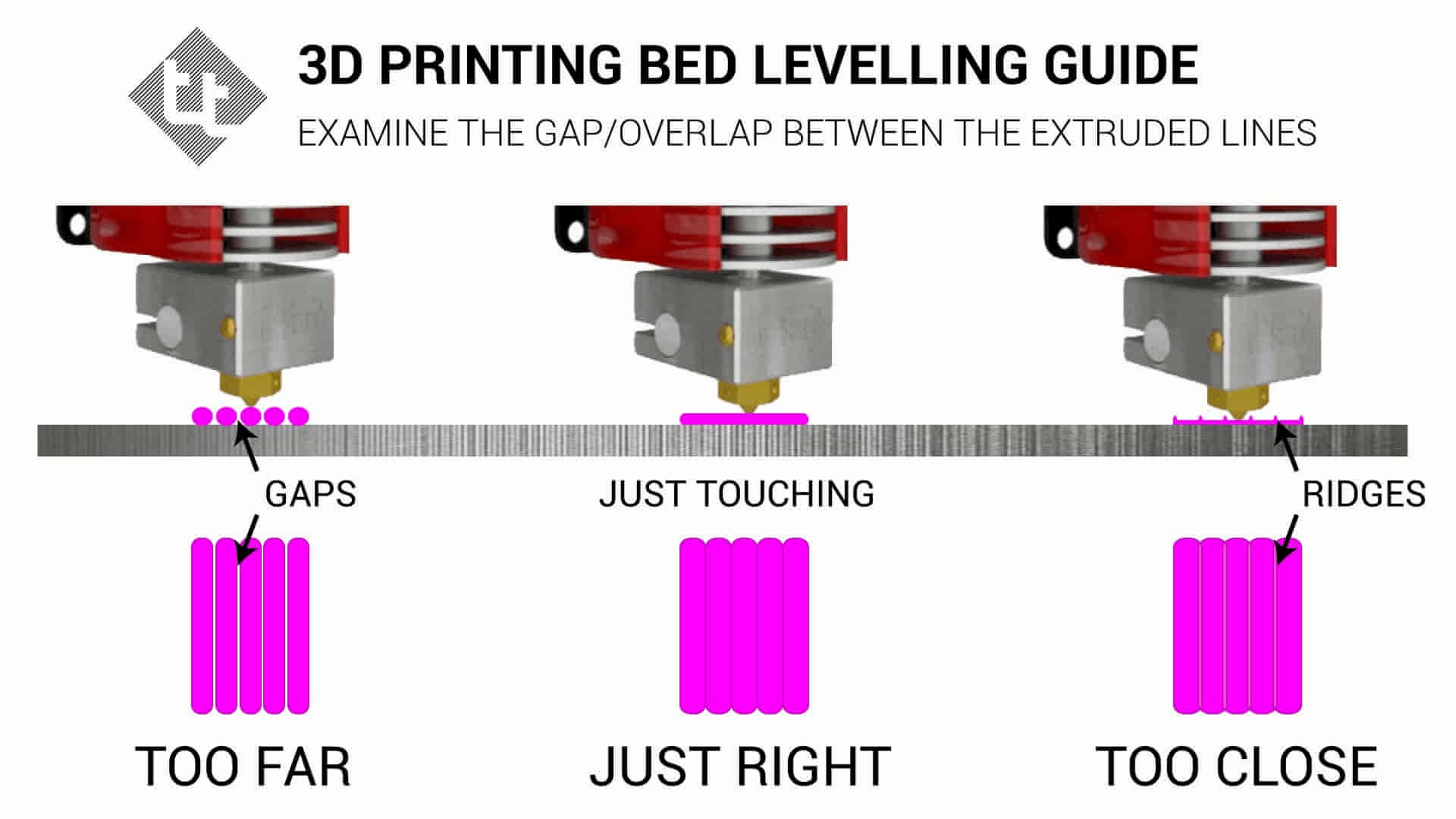
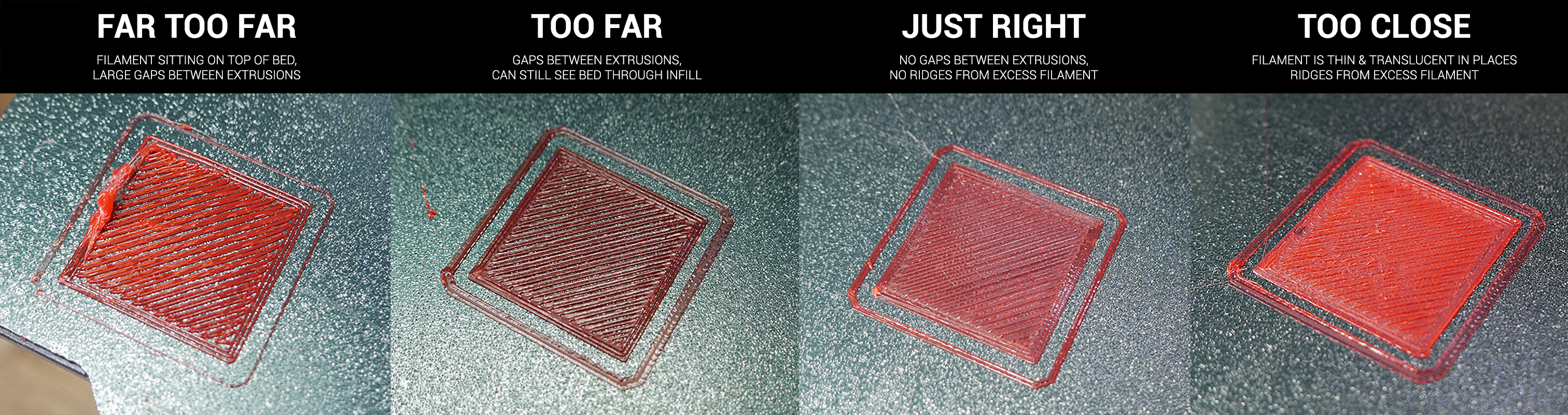
Следующая диаграмма и эталонное изображение помогут определить, слишком ли близко или слишком далеко находится первый слой от сопла. Эталонное изображение довольно крупное для большей ясности — возможно, вы захотите открыть его в новой вкладке, чтобы рассмотреть в максимальном размере.
Если одна сторона выглядит слишком близкой, а другая — слишком далёкой, отрегулируйте регулировочные винты, чтобы это исправить. Стоит распечатать этот G-code более одного раза после регулировок, чтобы убедиться, что результат точный и повторяемый.
Частые вопросы
Какая оптимальная высота первого слоя?
Как правильно настроить Z-offset по бумаге?
С какой скоростью печатать первый слой?
Почему первый слой отслаивается и появляется warping?
Что такое «слоновья нога» и как её убрать?
Чем отличаются skirt, brim и raft?
Частые вопросы
Почему первый слой так важен?
Он определяет адгезию: около 80% проблем с отлипанием и короблением идут от неправильного зазора между соплом и столом.
Как должна выглядеть правильная линия первого слоя?
Слегка приплюснутая «колбаска» без зазоров между линиями и без размазывания. Подгоняйте Babystep Z прямо во время печати.
Что такое Z-offset?
Смещение сопла относительно нуля стола. Правильный Z-offset даёт правильный зазор первого слоя.
Раздел основан на Teaching Tech 3D Printer Calibration, автор Michael Laws (Teaching Tech), под CC-BY-SA-4.0. Все расчёты выполняются у вас в браузере.