Поток (Flow / Extrusion Multiplier)
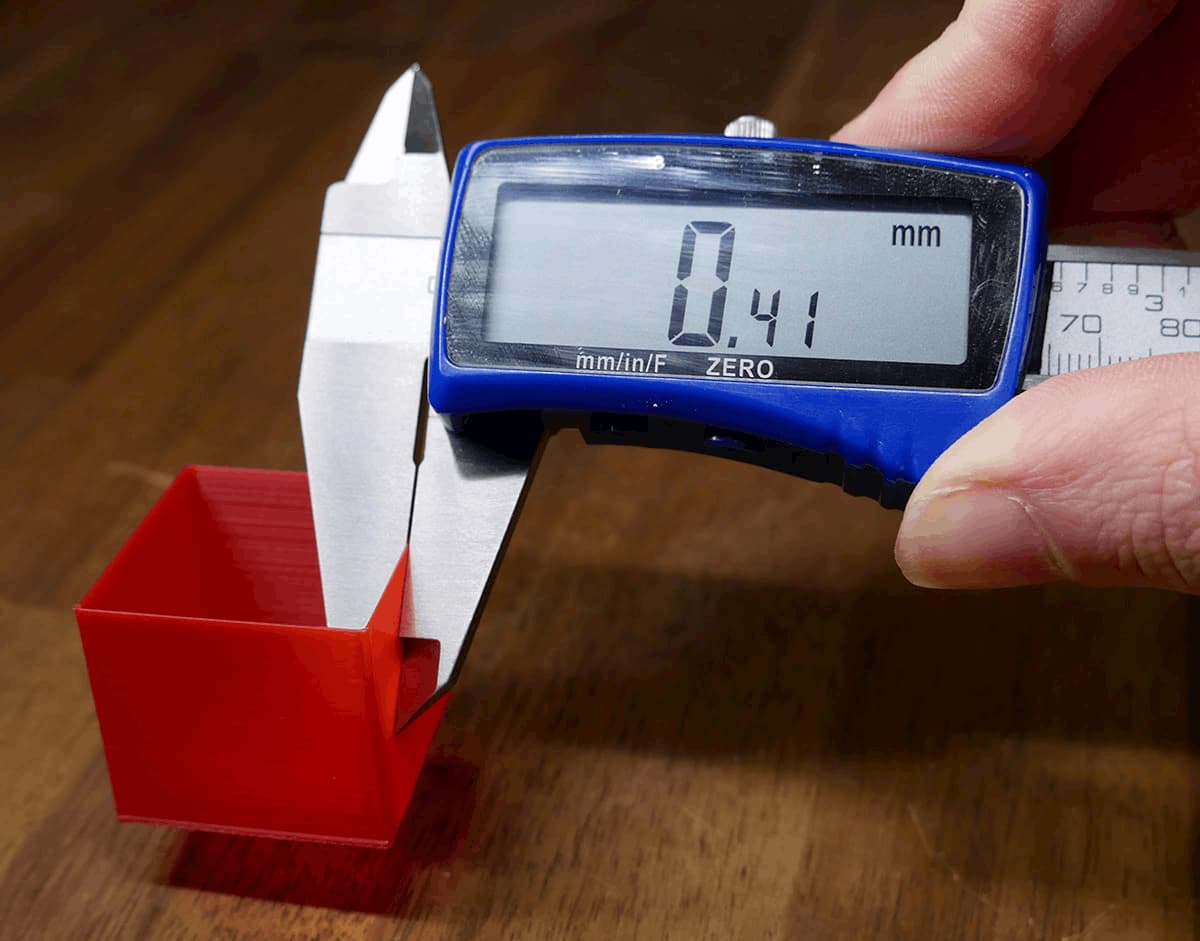
Поток (flow) показывает, сколько пластика реально выдавливается против заданного. Калибруется в слайсере, не в принтере: печатается куб со стенкой в 1 периметр, без верха, после остывания замеряется штангенциркулем — и пересчитывается новый extrusion multiplier.
Цель:
Определить правильное количество филамента, которое 3D-принтер выдавливает по команде слайсера.
Когда требуется:
При базовой калибровке, а также каждый раз после изменений в экструдере/хотэнде. Возможно, имеет смысл вернуться к этому шагу после настройки linear advance.
Инструменты:
Ваш любимый слайсер. Точный цифровой штангенциркуль (модель с двумя знаками после запятой намного предпочтительнее, чем с одним).
E-шаги в прошивке у нас теперь настроены правильно, поэтому переходим к калибровке слайсера. В каждом слайсере есть параметр, управляющий общим количеством филамента, которое выдавливает принтер. Если поток увеличить — выдавится больше филамента, если уменьшить — меньше.
В Simplify3D и PrusaSlicer этот параметр называется Extrusion Multiplier. В Cura — Flow.
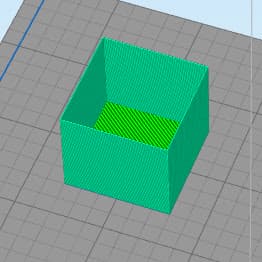
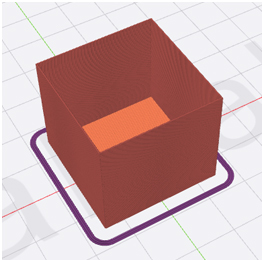
Мой способ определения правильного значения потока: напечатать полый куб с одной стенкой заданной толщины, измерить фактическую толщину стенки и подобрать значение потока в слайсере.
Некоторые предпочитают печатать несколько стенок и измерять их вместе. Например, если ширина экструзии 0.4mm и периметров два, то ожидаемая толщина стенки куба — 0.8mm. Но это вносит дополнительные переменные, такие как величина перекрытия периметров, и из-за этого возрастает риск ошибки. Поэтому лично я предпочитаю куб с одной стенкой, но дело вкуса.
К сожалению, готовый G-code для этого процесса предоставить нельзя. Принципиально важно использовать G-code, сгенерированный ВАШИМ слайсером. Настроить слайсер для правильной печати куба несложно, выполните следующие шаги:
| список поддерживаемых слайсеров | |||||
|---|---|---|---|---|---|
| 1. Импортируйте STL | cube.stl | ||||
| 2. Отключите заполнение | Infill > Infill density: 0% | General settings > Infill percentage: 0% | Print settings > Infill > Fill density: 0% Также выставьте заполнение 0% на главной панели |
Print settings > Infill > Sparse: 0% Также выставьте заполнение 0% на главной панели |
Template > Infill > Infill density: 0% |
| 3. Отключите верхние слои | Top/bottom > Top/bottom thickness > Top layers: 0 | Layer > Top solid layers: 0 | Print settings > Layers and perimeters > Horizontal shells > Top: 0 | Print settings > Perimeters and Shell > Horizontal shells > Top: 0 | Template > Solid Fill > Top solid fill layers: 0 |
| 4. Убедитесь, что толщина стенки имеет известное значение. Здесь можно подставить любые удобные значения. В примере используется 0.4 — типичное значение для сопла 0.4mm и высоты слоя 0.2mm. |
Walls > Wall thickness: 0.4 | Extruder > Extrusion width > tick manual > 0.4 | Print settings > Advanced > Extrusion width > Default extrusion width: 0.4 и Print settings > Advanced > Extrusion width > Perimeters: 0.4 и Print settings > Advanced > Extrusion width > External perimeters: 0.4 |
Print settings > Width and flow > Extrusion width > default: 0.4 и Print settings > Width and flow > Extrusion width > perimeter: 0.4 и Print settings > Width and flow > Extrusion width > external perimeter: 0.4 |
Template > Extruder > Extrusion width: 0.4 |
| 5. Установите толщину внешней стенки в одну экструзию | Walls > Wall line count: 1 (Также убедитесь, что Walls > Alternate extra wall отключён) |
Layer > Outline/Perimeter shells: 1 | Print settings > Layers and perimeters > Vertical shells > Perimeters: 1 | Print settings > Perimeters and shell > Vertical shells > Perimeters: 1 | Template > Layer > Shells: 1 |
| 6. Установите поток на значение по умолчанию: 1.0 / 100% | Material > Flow: 100 и Material > Initial Flow: 100 (поток первого слоя) | Extruder > Extrusion multiplier: 1.0 | Filament settings > Filament > Extrusion multiplier: 1 | Filament settings > Filament > Extrusion multiplier: 1 | Primary extruder > General > Flowrate: 100% |
| 7. Включите режим вазы/спирали (необязательно) | Не рекомендуется для Cura. Тесты показывают, что поток увеличивается, что делает результаты теста недействительными. | Layer > Single outline corkscrew printing mode (vase mode) | Print settings > Layers and perimeters > Vertical shells > Spiral vase | Print settings > Perimeters and shells > Vertical shells > Spiral vase | Template > Layer > Spiral vase mode |
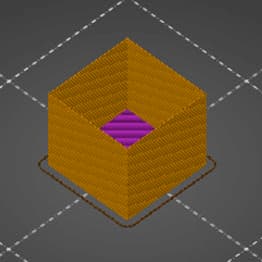
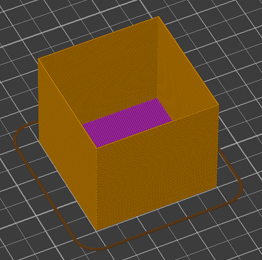
| 8. Ожидаемый результат: | 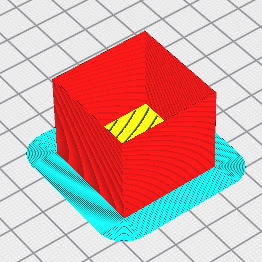 |
 |
 |
 |
 |
Особое замечание:
На точность результата могут влиять и другие факторы.
В некоторых слайсерах есть параметр минимального времени на слой, который при такой быстрой печати может существенно снизить скорость подачи и изменить толщину стенки. Этот параметр можно отключить в слайсере, но если обдув недостаточен, стенки могут сильно перегреться и деформироваться.
Чтобы обойти это, можно увеличить масштаб куба по X и Y. Пока файл нарезается по описанным выше правилам, толщина стенки от такого масштабирования не изменится, и тест останется корректным.
Теперь нарежьте и печатайте!
Интерпретация результатов:
Цифровым штангенциркулем измерьте толщину внешней стенки полого куба. Сделайте замеры в нескольких местах/на разных сторонах и усредните. Можно отрезать/оторвать нижние и верхние слои куба, чтобы исключить участки со «слоновьей ногой» и другими дефектами.
Если ваш замер существенно отличается от целевого, новое значение потока можно рассчитать в следующем калькуляторе:
Калькулятор потока
| Cura / ideaMaker | Simplify3D / PrusaSlicer / SuperSlicer |
|---|---|
Важное замечание!
То, что вы видите глазами, важнее теоретического расчёта. После выполнения этой калибровки скорректируйте значение потока в большую или меньшую сторону, исходя из того, что вы реально видите.
Например, куб, показанный на превью модели XYZ 20mm calibration cube от iDig3Dprinting:

На этой печати видны явные признаки недостаточной экструзии. Есть зазоры в верхнем заполнении, а также между периметрами и заполнением. Что бы ни показала процедура калибровки, для этой связки слайсер/принтер поток нужно увеличить.
В этой статье на all3DP есть примеры того, как выглядит избыточная экструзия.
Также можно поднести куб к яркому источнику света и посмотреть, нет ли зазоров в экструзии. Небольшие зазоры могут указывать на необходимость незначительно повысить поток. Если этот тестовый куб слишком мал для такой проверки, для этого подойдёт почти любая модель, напечатанная в режиме вазы/спирали.
Можно ли использовать это значение потока в других тестах на этом сайте? - Важно!
Короткий ответ: не совсем.
Генераторы G-code на этом сайте работают так: javascript модифицирует исходный G-code, изначально созданный в Simplify3D. Однако в калибровочном тесте выше вы нарезали собственный G-code, задав собственную базу, и уже относительно неё подбирали значение потока. Поэтому этот тест отличается от остальных тестов на сайте, и поток не переносится напрямую.
Допустим, ваше старое значение потока было 100%, а после теста и корректировки стало 96%. В G-code на этом сайте при нарезке изначально был выставлен поток 90%, и если применить к нему ваше значение 96%, итог получится 86.4%, а не 96%. Кроме того, настройки вашего профиля слайсера будут отличаться и в других аспектах, что ещё больше усложняет ситуацию. Поэтому простого соответствия между вашим слайсером и моими генераторами G-code нет.
Цель сайта — найти оптимальные настройки, которые вы сможете применить к собственному профилю слайсера, а не оптимизировать G-code, созданный генераторами. Держите это в голове и сосредотачивайтесь на цели каждого теста, а не на общем качестве печати.
Если у вас настолько сильная избыточная или недостаточная экструзия, что это мешает корректно выполнять тесты, через функцию пользовательского стартового G-code на этом сайте можно опционально выдавать команду M221, чтобы переопределить значения в сгенерированном G-code. Например, M221 S90 укажет прошивке экструдировать только 90% от того, что запрашивает G-code. Это простой способ быстро внести поправку и без проблем пройти тесты.
Частые вопросы
Когда нужно повторно калибровать flow rate?
В чём разница между Extrusion Multiplier и Flow?
Какую целевую толщину стенки выбрать для теста?
Почему режим вазы не рекомендуется для Cura?
Нужно ли калибровать поток отдельно для каждой катушки?
Что делать, если расчёт дал значение, а печать всё равно выглядит «недокормленной»?
Частые вопросы
Что такое калибровка потока (flow)?
Подгонка extrusion multiplier, чтобы реальная толщина стенки совпадала с заданной в слайсере.
Как измерить flow?
Напечатайте куб в один периметр без верхних слоёв, замерьте стенку штангенциркулем и пересчитайте: новый множитель = старый × целевая / измеренная.
Flow калибруется в принтере или слайсере?
В слайсере (extrusion multiplier / flow ratio), а не в прошивке. E-steps при этом должны быть уже верными.
Раздел основан на Teaching Tech 3D Printer Calibration, автор Michael Laws (Teaching Tech), под CC-BY-SA-4.0. Все расчёты выполняются у вас в браузере.