Скорость и MVS
Скорость печати упирается в Max Volumetric Speed (MVS) — это сколько кубиков пластика в секунду хотенд успевает расплавить. Speed Tower показывает практический предел, а калькулятор MVS пересчитывает его в максимальную скорость периметра для слайсера.
Настройка скорости и максимального потока
Цель:
Найти максимальную подачу, подходящую для внешних стенок с точки зрения поверхностных дефектов, потока и стабильности экструзии.
Когда необходимо:
Это необязательный шаг, применимый только в специфических сценариях. Например: подбор безопасной подачи для трудноэкструдируемого гибкого филамента, определение максимальной надёжной подачи при попытках печатать быстрее, настройка скорости внешних стенок для уменьшения «шума» на наружных поверхностях.
Инструменты:
Терминальное ПО, например Pronterface или Octoprint.
Генератор G-code на этой странице.
Инструкции по настройке терминального ПО можно найти здесь.
Скорость, с которой движется наш 3D-принтер (или любой ЧПУ-станок), правильнее называть «подачей» (feedrate). Как и любая мера скорости, это расчёт пройденного расстояния за время. В 3D-печати наиболее распространённые единицы подачи — mm/sec и mm/min.
Большую часть времени мы хотим печатать как можно быстрее — по крайней мере, до точки, где качество печати ухудшается за пределами личного порога приемлемости.
Поверхностные дефекты, связанные с подачей
У некоторых принтеров сочетание железа и софта может приводить к шуму или поверхностным дефектам, в которых одним из факторов является подача. Так обстоит дело на изображении, присланном midicdj1000, где изменение подачи для внешних стенок меняет узор на поверхности:
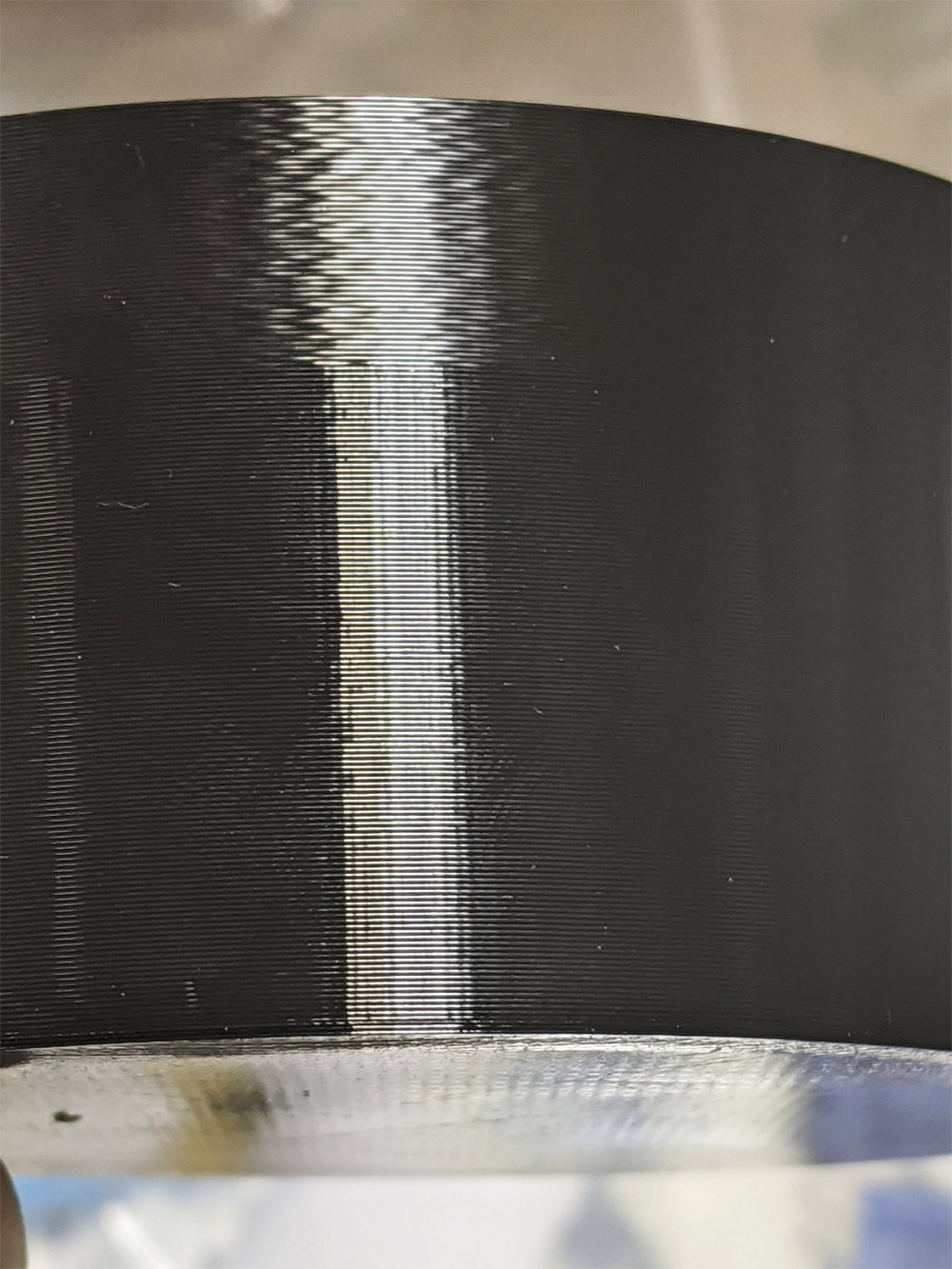
Поэтому тест на этой странице полезен для поиска идеальной подачи для качества поверхности внешних стенок.
Ограничения подачи со стороны привода экструдера и хотэнда
Инструменты на этой вкладке также позволят вам рассчитать максимальную подачу, при которой ваш 3D-принтер может двигаться, сохраняя надёжную экструзию. Это связано с тем, как быстро филамент успевает расплавиться, проходя через хотэнд. Как только филамент не успевает плавиться в достаточной мере, он не будет нормально течь через систему, и возникнут недоэкструзия или засоры.
Иногда ограничивающим фактором является не возможности нагревателя, а то, насколько привод экструдера может ухватить и протолкнуть филамент. Возьмём гибкий филамент вроде TPU. TPU не требует особенно высокой температуры хотэнда для правильного плавления, но многим приводам экструдера трудно ухватить и протолкнуть его к хотэнду без изгиба и зажёвывания. Тест на этой странице можно использовать в таких ситуациях, чтобы определить, как быстро можно печатать, прежде чем система начнёт давать сбои.
Вариации и модификаторы подачи в профиле слайсера
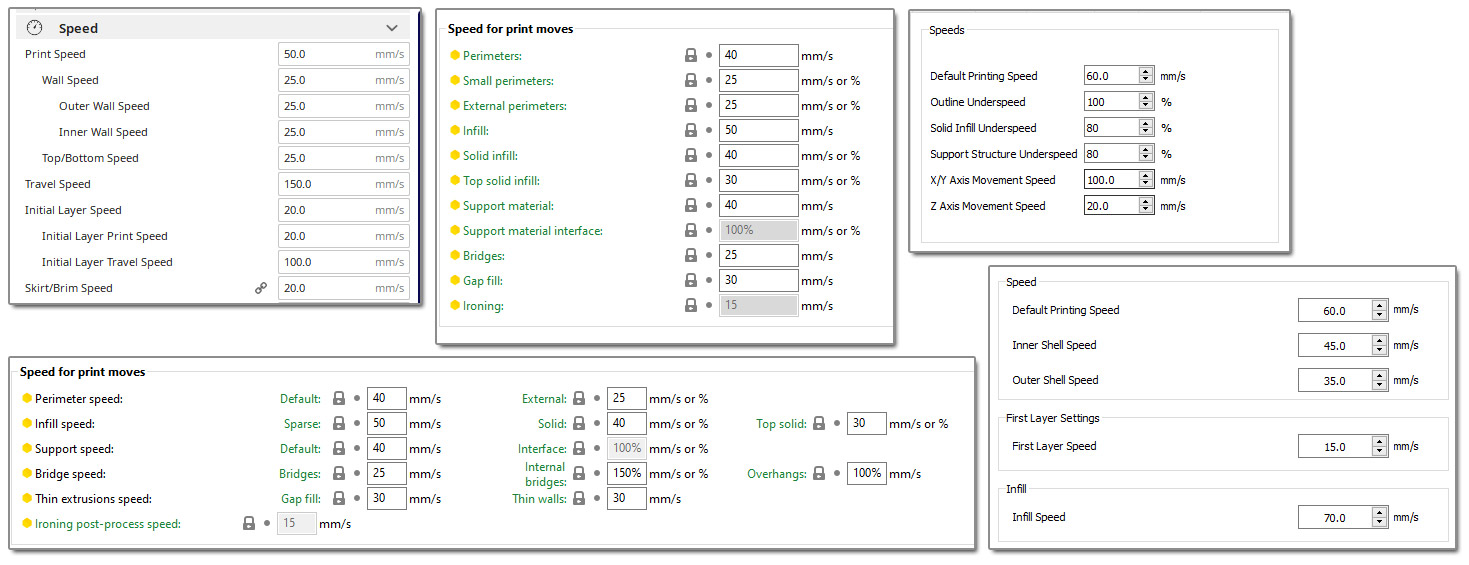
Важно понимать, как слайсер обрабатывает подачу. Обычно у слайсеров есть базовая подача по умолчанию, на которой основано большинство расчётов скорости. Такие элементы, как периметры, внешние периметры и сплошное заполнение, печатаются медленнее для улучшения внешнего качества. Внутреннее заполнение печатается быстрее, потому что его никто не увидит. На изображении ниже показаны примеры интерфейсов для этого в нескольких слайсерах:
Иногда человек заявляет, что может печатать на определённой подаче. Часто это не вся правда: возможно, речь идёт о базовой подаче, но большая часть печати будет фактически выполнена на меньшей скорости. Добавьте функции слайсера вроде автоматического замедления для охлаждения слоя и настройки прошивки вроде ускорения, jerk и junction deviation — и получится довольно большой разброс.
Философия этого теста — M220
Эта тестовая башня по подаче нарезана в режиме vase mode. Это сделано по нескольким причинам:
- После первого слоя печать в vase mode имеет только один тип элемента: внешний периметр. Это делает очевидным, какая фактическая подача используется на каждом сегменте башни.
- Печать в vase mode имеет непрерывную экструзию после завершения сплошного заполнения основания и поэтому не требует ретракта. Это значит, что нас не будут сбивать с толку дефекты, вносимые ретрактами и сменой слоёв.
- В vase mode после завершения сплошных нижних слоёв нет холостых перемещений. Это значит, что мы можем увеличивать подачу печати, не беспокоясь о том, что подача холостого хода пропорционально возрастёт до опасного значения.
- По указанным выше причинам vase mode идеален для использования G-code модификатора подачи M220 для изменения подачи в каждом сегменте теста. Это поддерживается в Marlin, Klipper и RepRapFirmware. Изменение подачи во время печати через LCD-контроллер принтера или веб-интерфейс использует именно эту функцию прошивки. Этот тест вставит команды M220 в G-code для изменения скорости на лету.
M220 — палка о двух концах, потому что она также влияет на скорость ретракта. Если вы проводите что-то вроде теста ретракта, M220 не подойдёт. Однако в данном случае, благодаря использованию vase mode, M220 — это простой способ начать с более низкой подачи и легко увеличивать её по ходу печати с заданным шагом по высоте.
Лимиты максимальной подачи и ускорения в прошивке
В каждой прошивке есть защитная функция, ограничивающая подачу и ускорение заданными пользователем максимумами. Это предотвращает ситуацию, когда опечатка в слайсере или терминальной команде приводит к движению, настолько быстрому, что повреждает принтер. Используйте следующие инструкции, чтобы проверить, какие лимиты подачи/ускорения установлены в вашей прошивке, и при необходимости временно поднять их.
Обратите внимание, что для этого теста обычно нужно менять только лимиты подачи. Лимиты ускорения упомянуты здесь для полноты.
список прошивок 3D-принтераMarlin
Marlin ограничивает максимальную подачу G-code'ом M203.
Можно ввести M203 в терминал, и будут показаны установленные максимальные значения подачи.
Если вы хотите поднять эти лимиты, отправьте 203 ещё раз с аргументами X и Y, чтобы задать максимальную подачу, обычно в mm/sec. Например:
M203 X500 Y500
где 500 — подача 500 mm/sec.
Marlin ограничивает ускорение G-code'ами M201 и M204.
Можно ввести M503 в терминал, и эти значения будут показаны.
M204 задаёт целевое ускорение для печати, ретракта и холостого хода, а значения M201 накладывают лимиты по осям. Например, если задать M204 ускорение печати 1000, но лимит ускорения M201 Y только 800, то значение M204 P будет ограничено 800 для Y во время печати. Если у вас bed slinger с тяжёлой осью Y, M201 можно использовать таким образом для борьбы с ringing.
Если хотите сохранить эти изменения навсегда, запишите в EEPROM командой M500.
Klipper
Klipper ограничивает максимальную подачу в printer.cfg параметром MAX_VELOCITY.
Можно изменить это значение и перезапустить Klipper, чтобы его поднять, или временно переопределить, отправив:
SET_VELOCITY_LIMIT VELOCITY=500
в терминал, где 500 — максимальная подача 500 mm/sec.
Klipper ограничивает ускорение в printer.cfg параметрами MAX_ACCEL и MAX_ACCEL_TO_DECEL.
Можно изменить эти значения и перезапустить Klipper, чтобы их поднять, или временно переопределить, отправив:
SET_VELOCITY_LIMIT ACCEL=600
или
SET_VELOCITY_LIMIT ACCEL_TO_DECEL=600
в терминал, где 600 — максимальное ускорение/accel to decel 600 mm/sec/sec.
RepRapFirmware
RRF ограничивает максимальную подачу G-code'ом M203.
Текущее значение можно увидеть в config.g в строке M203.
Если хотите поднять лимиты, отредактируйте аргументы X и Y у M203, задав максимальную подачу. Например:
M201 X3000 Y3000
Помните, что RRF использует mm/min вместо mm/sec, поэтому в этом примере используется значение 500 mm/sec. Перевод из mm/sec в mm/min — умножением на 60. При редактировании config.g не пропускайте аргументы для Z и E. Только X и Y потенциально требуют изменений для этого теста, так что оставьте значения для Z и E нетронутыми.
В более поздних версиях RRF также используется аргумент I для задания минимальной общей подачи. Может потребоваться понизить это значение, если вам нужна особенно низкая подача на отдельных сегментах настроечной башни.
RRF ограничивает ускорение G-code'ами M201 и M204.
Текущее значение можно увидеть в config.g в строках M201 и M204.
M204 задаёт целевое ускорение для печати и холостого хода, а значения M201 накладывают лимиты по осям. Например, если задать M204 ускорение печати 1000, но лимит ускорения M201 Y только 800, то значение M204 P будет ограничено 800 для Y во время печати. Если у вас bed slinger с тяжёлой осью Y, M201 можно использовать таким образом для борьбы с ringing.
Для ускорения RRF использует mm/sec, несмотря на использование mm/min для подачи. При редактировании config.g для M201 обязательно включайте значения для каждой оси (обычно X, Y, Z и E). При редактировании config.g для M204 обязательно включайте значения как для P, так и для T.
Генератор настроечной башни скорости/подачи/максимального потока
STL для этого теста доступен здесь: speedtower.stl
Интерпретация результатов:
В качестве руководства к этому тесту используйте следующее видео:
Возможно, печать стоит остановить раньше, если очевидно, что экструзия прекратилась или стала ненадёжной. Это может избавить вас от необходимости разбирать экструдер для устранения засора.
Некоторые слайсеры поддерживают использование рассчитанного выше объёмного потока как жёсткого лимита. Для тех, что не поддерживают, можно использовать следующий калькулятор, чтобы «обратным ходом» получить максимальную подачу для предпочитаемой ширины экструзии и высоты слоя:
| Параметр настройки: | список поддерживаемых слайсеров | ||||
|---|---|---|---|---|---|
| Quality > Line width | Extruder > Extrusion width | Print settings > Advanced > Extrusion width > Default extrusion width | Print settings > Width & Flow > Extrusion width > default | Template > Extruder > General > Extrusion width | |
| Взято из формы выше после тестирования, на котором экструзия даёт сбой | |||||
Ваша максимальная надёжная XY-подача — 52.08 mm в секунду. |
|||||
Частые вопросы
Что такое максимальный объёмный поток (MVS) и зачем его измерять?
Как пересчитать MVS в максимальную скорость периметра?
Зависит ли MVS от температуры сопла?
Почему башня печатается в vase mode, а не обычным периметром?
Чем отличается MVS филаментов PLA, PETG и ABS?
Что сделать с найденным MVS в слайсере?
Частые вопросы
Чем ограничена скорость печати?
Max Volumetric Speed (MVS) — сколько мм³ пластика в секунду успевает расплавить хотенд. Выше предела начинается недоэкструзия.
Что показывает Speed Tower?
Практический предел скорости по верхним поверхностям и началу пропуска шагов на вашем принтере.
Как перевести MVS в скорость печати?
Скорость (мм/с) = MVS / (высота слоя × ширина линии). Калькулятор на странице считает это автоматически.
Раздел основан на Teaching Tech 3D Printer Calibration, автор Michael Laws (Teaching Tech), под CC-BY-SA-4.0. Все расчёты выполняются у вас в браузере.